
 官方微信
官方微信






 案例頻道
案例頻道一、概 述
在塑料和人造纖維的加工過程中,螺桿擠壓機有著非常廣泛的應用。傳統的螺桿擠壓機系統,螺桿由直流電機驅動。在直接傳動情況下螺桿直接由齒輪箱驅動,在間接傳動情況下,螺桿由皮帶和牽引盤驅動。傳統的直流電機本身存在著一定的缺點:例如直流電機的電刷每6個月就要更換一次,在多粉塵或腐蝕性環境中直流電機需要經常清洗,有時甚至還需要從車間外為直流電機通入潔凈的冷卻空氣。而直流電機最大的弊端是噪音過大、電刷打火、轉子污染、電機溫度過高、排氣不充分和電機震動。因此使用直流電機的螺桿擠壓機制造成本較高,維護費用更高。應用SY6000變頻器后螺桿擠壓機性能獲得很大提高。
二、工藝介紹
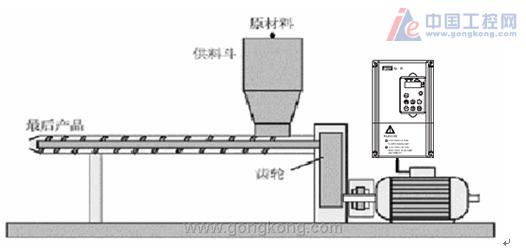
根據所擠壓原料的種類和應用情況,螺桿擠壓機有多種不同的型號和規格。最常用的螺桿擠壓機為單螺桿擠壓機,它被廣泛應用于塑料和人造纖維的加工工業。螺桿擠壓機能夠將各種原料從一個鋼模中擠壓出,可供擠壓的原料包括粘土、食品、金屬、化學原料和塑料,原料通常以固體顆粒的形式被加入到螺桿擠壓機中,經過塑煉或融化過程后被螺桿擠壓到塑模或噴絲頭。最終產品的形狀和尺寸由塑模或噴絲頭的情況決定。代表產品包括:塑料吹膜、塑料管、塑料型材和人造紡織纖維。下圖的裝置是一種典型的螺桿擠壓機,它可以應用于塑料加工工業。原料從進料截面入螺桿擠壓機后,旋轉的螺桿將原料推送到壓縮截面。在這個部分壓力會逐漸增大,顆粒間的摩擦力將對原料進行塑煉,液態原料經過計量界面后被擠壓出塑模。
三、系統描述
1、 原系統特點
如果電機和齒輪箱之間是直接耦合的,這種螺桿擠壓機為直接傳動螺桿擠壓機,如下圖:
直接傳動式螺桿擠壓機可以有一個螺桿(單螺桿擠壓機)或多個螺桿。單螺桿擠壓機在塑料加工中的應用最為廣泛。一個單螺桿擠壓機的速度通常為100rpm,而雙螺桿擠壓機可以根據具體的應用情況選擇速度的高低。
高速雙螺桿擠壓機主要用于擠壓兩種原料的混合物,此時速度大約為200-500rpm;低速雙螺桿螺桿擠壓機的速度大約為10-40rpm,常用于擠壓型材。
直接傳動螺桿擠壓機的優點包括:
●不存在皮帶滑差
●能量效率更高
●機械部件更少
直接傳動螺桿擠壓機的缺點是(更)難于調節產品的減速比。
如果電機和齒輪箱之間由一個皮帶連接,這種螺桿擠壓機為間接傳動螺桿擠壓機。
間接傳動螺桿擠壓機的優點在于:
●便與調節減速比
●易于安裝電機
●減少了轉矩波動
間接傳動螺桿擠壓機的缺點在于
●存在皮帶滑差
●皮帶會造成一定的能量損失
●更多的機械裝置增加了磨損和發生故障的可能性。
2、技術改進
在幾年前,變頻器的電力電子器件還無法使交流電機的軸輸出性能達到直流電機的水平,而且交流電機也更為昂貴。但是近年來,由于電力電子和微處理器技術的發展,交流系統在許多應用中都表現出了一定的優勢。配備SY6000變頻器的交流電機可以提供和直流電機相同的性能和速度控制功能。
四、用戶受益
1、更高的能量效率:
螺桿擠壓機運行占用了工廠的大部分電能。交流系統中安裝了SY6000變頻器后,其效率比類似的直流系統要高出5%。這是因為高質量的交流電機比直流電機具有更高的效率,另外SY6000控制系統與一個直流調速器相比,具有更高的功率因數。電機采用軟啟動,減少了電機啟動時對電網的沖擊,因此就不需要更大的變壓器和電纜。
2、準確的速度控制
經過變頻改造后的系統能根據產品工藝要求準確的進行速度控制。SY6000變頻器在控制一個感應電機的過程中為其提供可變的頻率及與之相匹配的電壓。如果電機的負載發生了變化,它的磁化強度也會改變,因此它的速度也會跟著發生變化。控制系統會保持對電流的測量并根據一個電機模型計算出所需的電壓。這樣就可以保證在各種條件下電機的頻率和電壓都能夠達到最理想的狀態,在低速狀態下同樣也可以獲得額定轉矩和精確的速度控制,電機也達到了其最佳性能。
3、完善的保護功能
這套系統可以在整個速度范圍內都可以提供可靠的軸轉矩保護,包括弱磁范圍,從而保護螺桿擠壓機螺桿。在電網電壓非正常時系統能提供過壓、欠壓、缺相保護。當電機出現過流、過載時變頻器能提供快速保護,從而有效保護電機。
4、更低的故障率
由于螺桿擠壓機所在的工廠通常都具有腐蝕性氣體、高溫和很多粉塵,所以電機必須能夠抵抗環境的各種影響。交流電機與直流電機相比更能抵抗腐蝕性環境的影響。在一個腐蝕性環境中直流電機通常需要更多地維護,因為油、粉塵和化學蒸汽都會對換向片和電刷造成不利影響。
5、更好地滿足生產工藝要求
配有SY6000變頻器的螺桿擠壓機能根據擠壓產品的工藝要求自由調速。由于SY6000變頻器在低頻時在每次生產前的調試創造了條件。
●準確的速度控制,甚至在低速狀態也能實現。
●接收信號后電機可迅速達到額定轉矩輸出。
●對階躍負載有很好的補償
●可以控制正常操作和限電流操作之間的轉換
●在整個速度范圍內都可以提供可靠的轉矩保護,包括弱磁范圍。
●可適用各種電機。
●可以限制軸轉矩,從而保護螺桿擠壓機螺桿。
●全保持轉矩(閉環)。
螺桿擠壓機系統的其它應用
SY6000變頻器的控制功能還包括溫度控制、泵控制和給料控制。
在整個生產過程中必須要對螺桿擠壓機的溫度進行正確的控制,溫度控制一般都是通過風扇實現的。如果把溫度傳感器的信號作為SY6000變頻器的一個反饋信號,用戶就可以將溫度控制在一個設定的值。
由于螺桿擠壓機本身性能具有一定的局限,所以很難獲得一個穩定的輸出。提高輸出穩定性的最好方法是在螺桿擠壓機上安裝一個齒輪泵,泵可以安裝在螺桿擠壓機和塑模之間。泵的速度可以通過SY6000變頻器進行精確控制。
在螺桿擠壓機中,塑料顆粒或粉末通過給料斗加入到進料截面。SY6000變頻器可以控制這個給料斗,從而使原料均勻地從給料斗流入到進料截面。
使用交流變頻器(SY6000)的全部優點
●減少維護過程
●節約能源
●提高交流電機效率
●提高啟動轉矩
●更好的動態性能
●可以安裝在腐蝕性環境中(氣體、粉塵等等)
●交流電機價格更為便宜
●諧波電流失真小
● 交流系統更易于安裝和調試
螺桿擠壓機螺桿的制動轉矩要求達到額定轉矩的200-250%。在交流系統中要想解決這個問題可以選用更大的變頻器或使電機工作在弱磁范圍。在全速狀態一般并不需要達到額定轉矩。
----摘自工控網

 北京市公安局海淀分局備案號:11010802023656號
北京市公安局海淀分局備案號:11010802023656號